

技能と品質の向上
鈑金部門では、溶接作業従事者には年1回、社内溶接技量認定を実施し、個人の溶接技量を確認しています。
また、JIS溶接技能資格取得の為、年2回の受験に積極的に参加させ、技能と品質の向上に取り組んでいます。
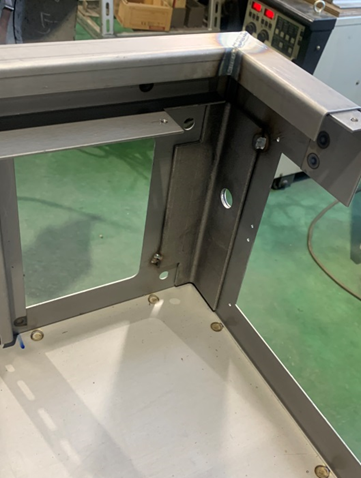
スポット溶接
L字型の端子で金属を挟み込み、大電流を流して溶接する方法で、薄板同士の接合に最適であり、ものの2,3秒で溶接が出来ます。
溶接盛りが出来ない為、サンダー仕上げ不要。
※主な使用箇所:背板、通し金具



アーク溶接
一番ポピュラーな溶接方法。アーク溶接棒を溶接機本体から伸びているトーチに取り付けて、溶接したい場所にコンコンと擦り付けてアークスタートします。ガスを使用しないので風の影響を受けず、溶接ホルダーのケーブルを延長する事で取り回しやすく移動しながらの作業に向いています。
※主な使用箇所:Cubフレーム、アングルベース



CO2半自動
アーク溶接の進化版といった感じです。スイッチを押すことで自動でワイヤーが供給されるため、溶接棒の交換がありません。条件や電流の設定を正しく行えば、非常に速く溶接を行えます。
※主な使用箇所:Cubフレーム、アングルベース他全般
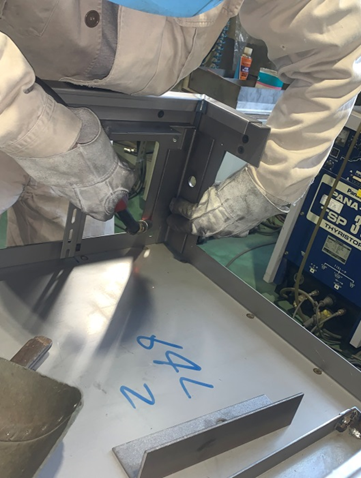
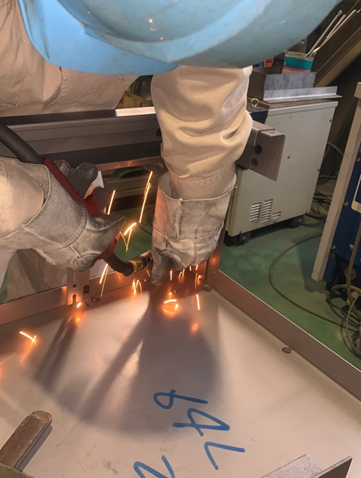

TIG溶接(手動)
トーチ先端の電極から発生する高温のアーク光を、母材に当てる事で溶かして液体にし、金属同士をくっつける方法。
工業的に使用されるほとんど全ての金属の溶接が可能であり、なんと言っても仕上がりがキレイな事です。
また、あらゆる形状に適用でき、かつ溶接姿勢に制限がありません。
※主な使用箇所:ボックス表面合わせ部




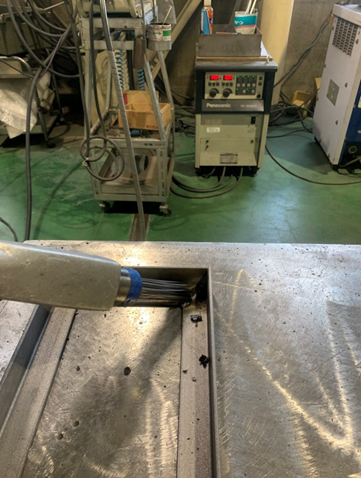
TIG溶接(自動)
※主な使用箇所(自動):ボックス側面立ち上がり合わせ部







